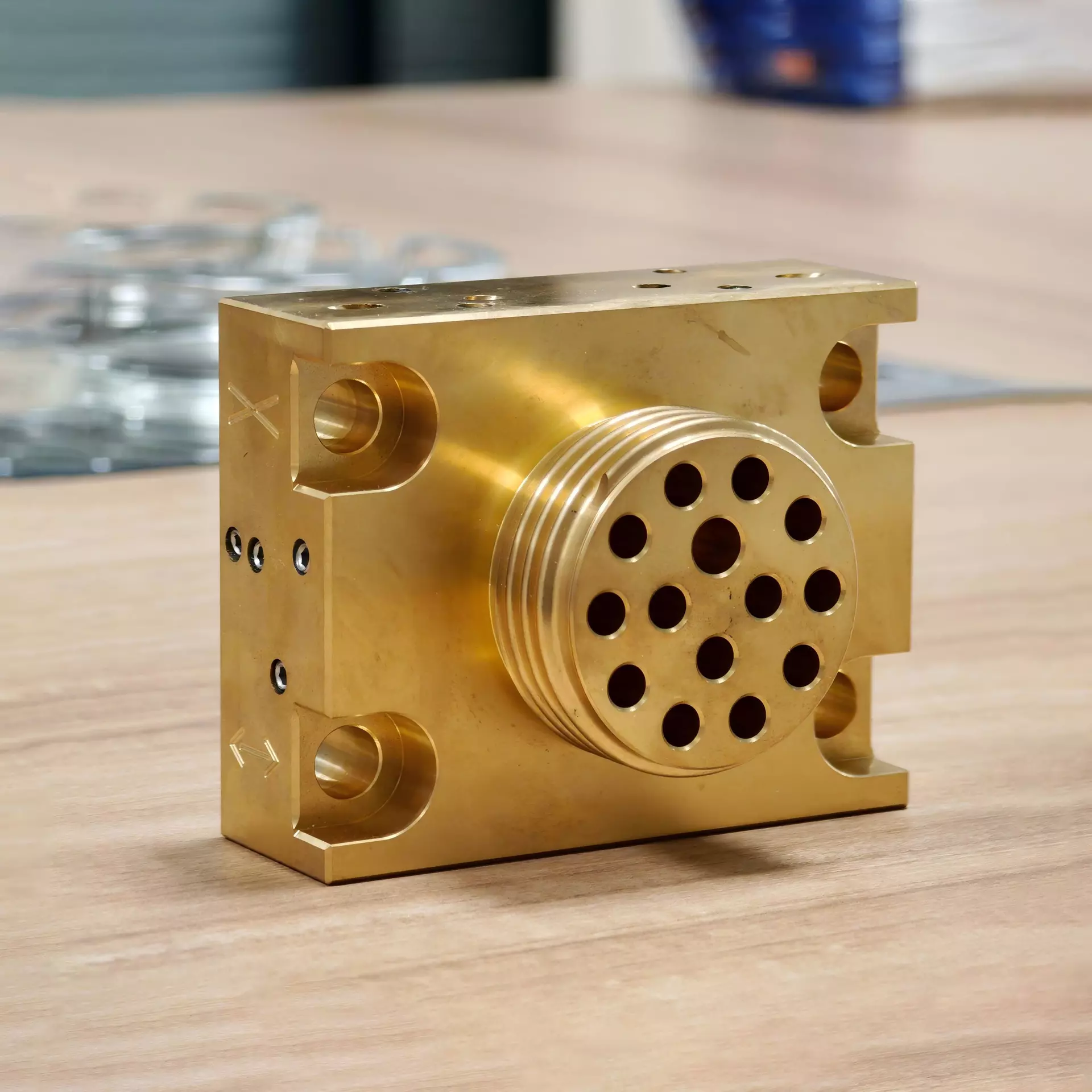

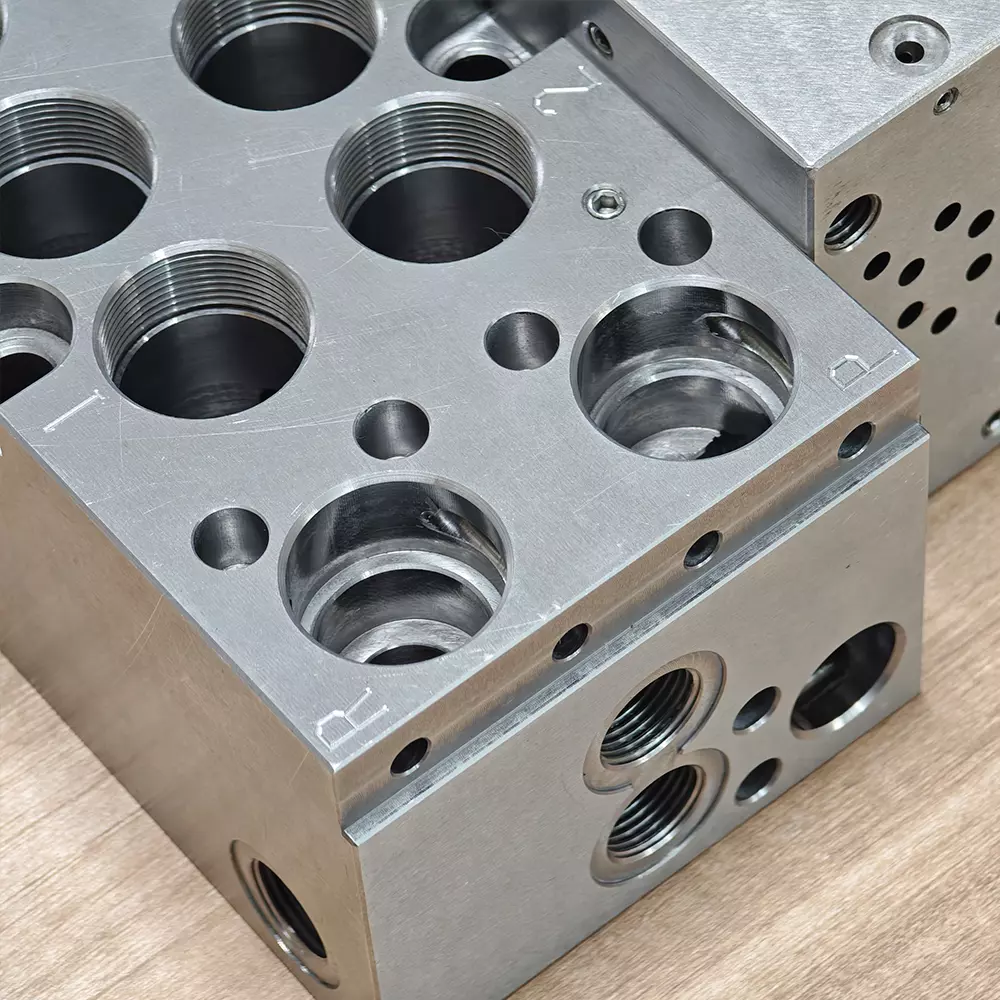
Персонализирана прецизна CNC обработка на неръждаема стомана / Части от месингов хидравличен контролен клапан
Продукти
Последни новини
Качеството произтича от строгата изработка
Хидравличният контролен клапан, като "сърцето" на хидравличната система, неговата производителност директно определя точността и стабилността на работа на строителни машини, оборудване за индустриална автоматизация и други устройства. Разчитайки на глобалното предимство на клъстера за прецизно механично производство в Dongguan и следвайки най-добрите международни производствени стандарти, ние създадохме цялостен процес и високо-прецизна производствена система от избора на суровини до доставката на продукта, гарантираща, че всеки хидравличен контролен клапан може да работи стабилно и надеждно при екстремни условия.
Набавяне на суровини и пре-лечение: Изграждане на солидна основа за качество
1. Строги критерии за избор на материал Ние прецизно съчетаваме суровините въз основа на сценариите на приложение и изискванията за производителност на хидравличния контролен вентил: Изберете материали от неръждаема стомана 430F или сферографитен чугун, за да гарантирате, че тялото на клапана има висока якост и висока плътност, способни да издържат на налягания над 700 бара.
Сърцевина на клапан и втулка на клапана: Използвайте неръждаема стомана, легирана стомана и др. за износване-устойчиви на корозия-устойчиви материали, за да се гарантира, че сърцевината на клапана може да се движи гъвкаво в отвора на тялото на клапана за дълго време, като хлабината е строго контролирана в рамките на 0,005 - 0,035 мм. Компоненти за запечатване: Използвайте вносни високи-производителни каучукови и композитни материали, способни да се адаптират към екстремни температурни диапазони -50 ℃ до +100 ℃, осигурявайки нула-ефективност при уплътняване на течове.
2. Глоба пре-обработка Оценка на доставчици и инспекция на складиране: Създайте глобална система за оценка на доставчици и си сътрудничете само с високо-качествени доставчици, които отговарят на сертификата ISO9001. След пристигането на всяка партида суровини се използват множество средства като спектроскопски анализ, тестване на твърдост и металографска проверка, за да се гарантира, че съставът на материала и производителността отговарят на международните стандарти.
3. Обработка на стареене и откриване на дефекти: За заготовки от чугун и стомана, обработката на стареене се извършва преди обработката, за да се елиминира вътрешното напрежение и да се предотврати последваща деформация при обработка. В същото време се използват технологии за ултразвуково откриване на дефекти и откриване на дефекти с магнитни частици за точно откриване на вътрешни дефекти в материала и предотвратяване на постъпване на нестандартни суровини в производствената линия.
Прецизна технология на обработка: Микрометър-контрол на точността на нивото
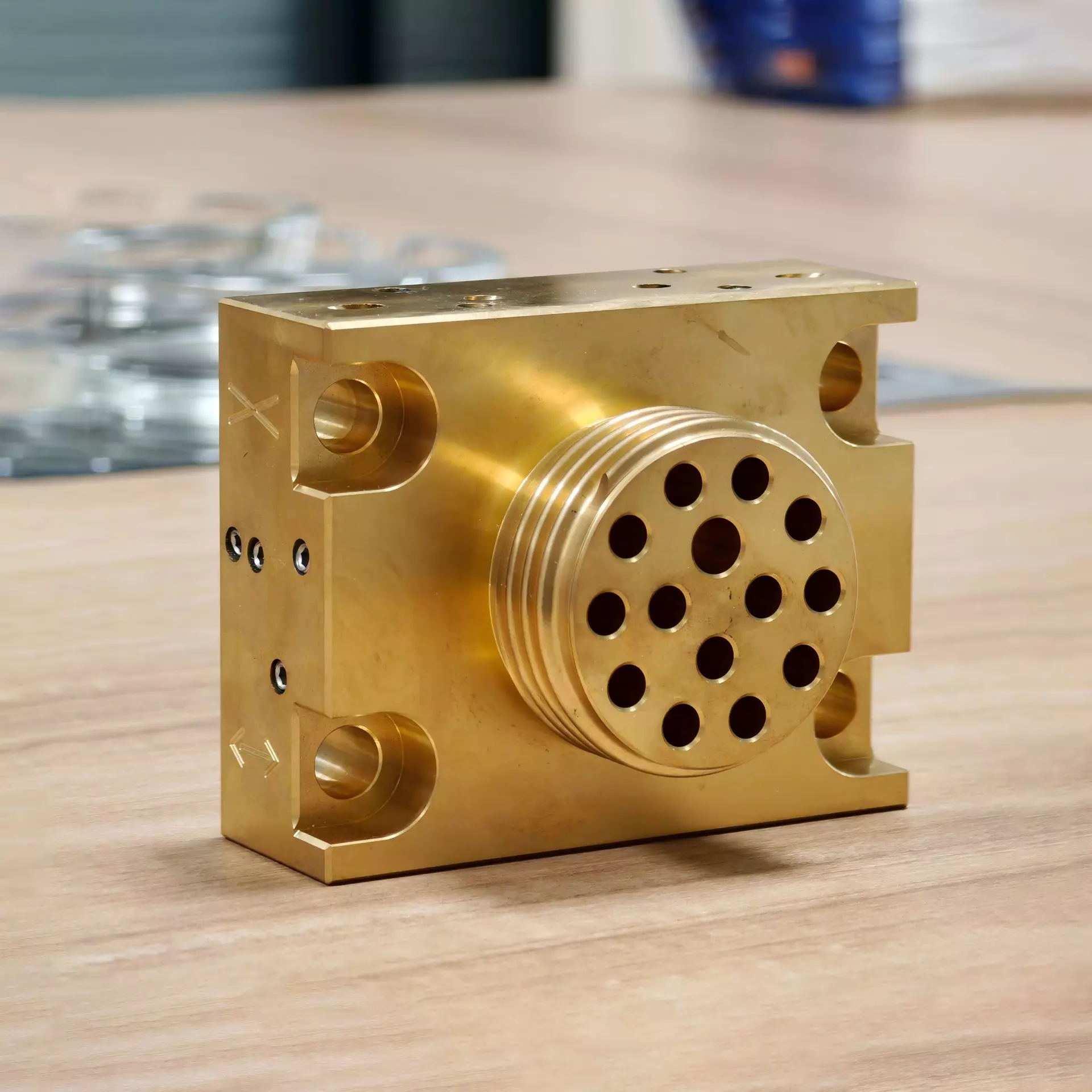
1. Обработка на тялото на клапана: Висока твърдост и гаранция за ефективност на уплътнението Вземете електрониката-като пример, ние използваме хоризонтален обработващ център за напълно автоматизирана обработка и потокът на процеса е както следва:
-Грубо фрезоване и фино пробиване: Грубо фрезовайте различните равнини на тялото на клапана, оставяйки 0,2 - 0,4 мм резерв за обработка; след това фино пробийте основния отвор, за да се гарантира, че толерансът на диаметъра на отвора се контролира в рамките на ниво IT7 и грапавостта на повърхността Ra ≤ 0,8μм.
-Обработка на бразда: Използвайте пет-ос обработващ център за завършване на пробиването и фрезоването на сложните канали на потока вътре в тялото на клапана, стриктно контролирайки позицията и грешката на коаксиалността на отворите до ≤ 0,01 mm, като по този начин се намалява загубата на съпротивление на потока на течността.
-Шлифоване и полиране: Извършете шлифоване на главния отвор, за да постигнете грапавост на повърхността Ra ≤ 0,2μm, осигурявайки точността на свързване на сърцевината на клапана и тялото на клапана и намалявайки риска от вътрешни течове.
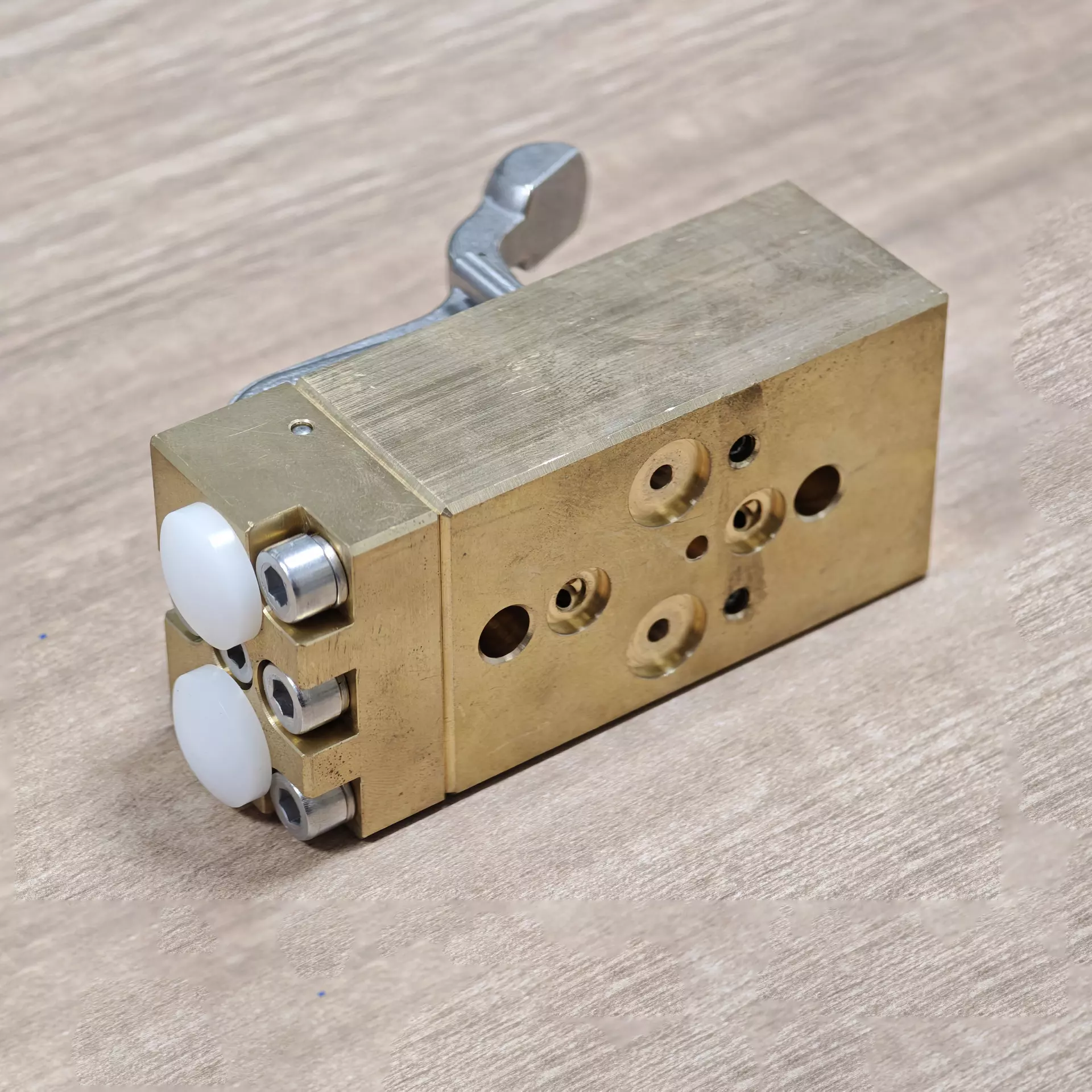
2. Обработка на сърцевината на клапана и втулката на клапана: Висока-прецизните свързващи части произвеждат сърцевината на клапана и втулката на клапана като основните функционални компоненти на хидравличния контролен клапан. Точността на обработка пряко влияе върху скоростта на реакция и точността на управление на клапана:
-Прецизно струговане: Използвайте CNC струг, за да извършите многократно-процес на завъртане на сърцевината на клапана, с толеранс на външния диаметър, контролиран в рамките на 0,002 mm, и цилиндрична грешка ≤ 0,001 мм.
-Шлифоване и полиране: Постигане на високо-прецизно шлайфане на повърхността на сърцевината на клапана чрез външна цилиндрична шлифовъчна машина, с грапавост на повърхността Ra ≤ 0,1μm; ключовите свързващи се повърхности използват технология за ръчно полиране за допълнително подобряване на гладкостта на повърхността и точността на свързване.
-Обработка на втулката на клапана: Вътрешният отвор на втулката на клапана се обработва с помощта на техники за пробиване на дълбоки отвори и хонинговане, за да се осигури равномерна и стабилна хлабина между вътрешния отвор и сърцевината на клапана, като толерансът на хлабината се контролира в рамките на 0,005 mm.
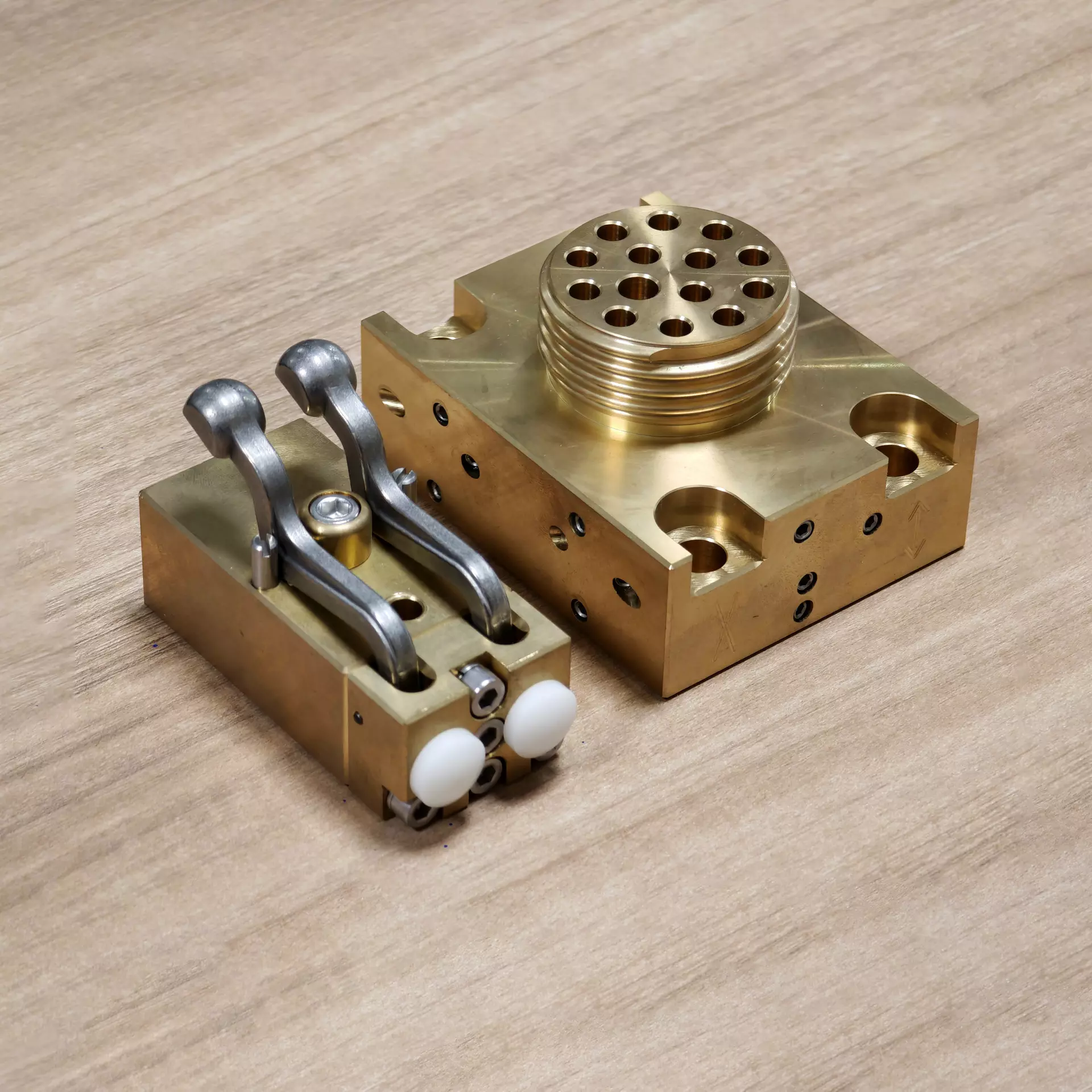
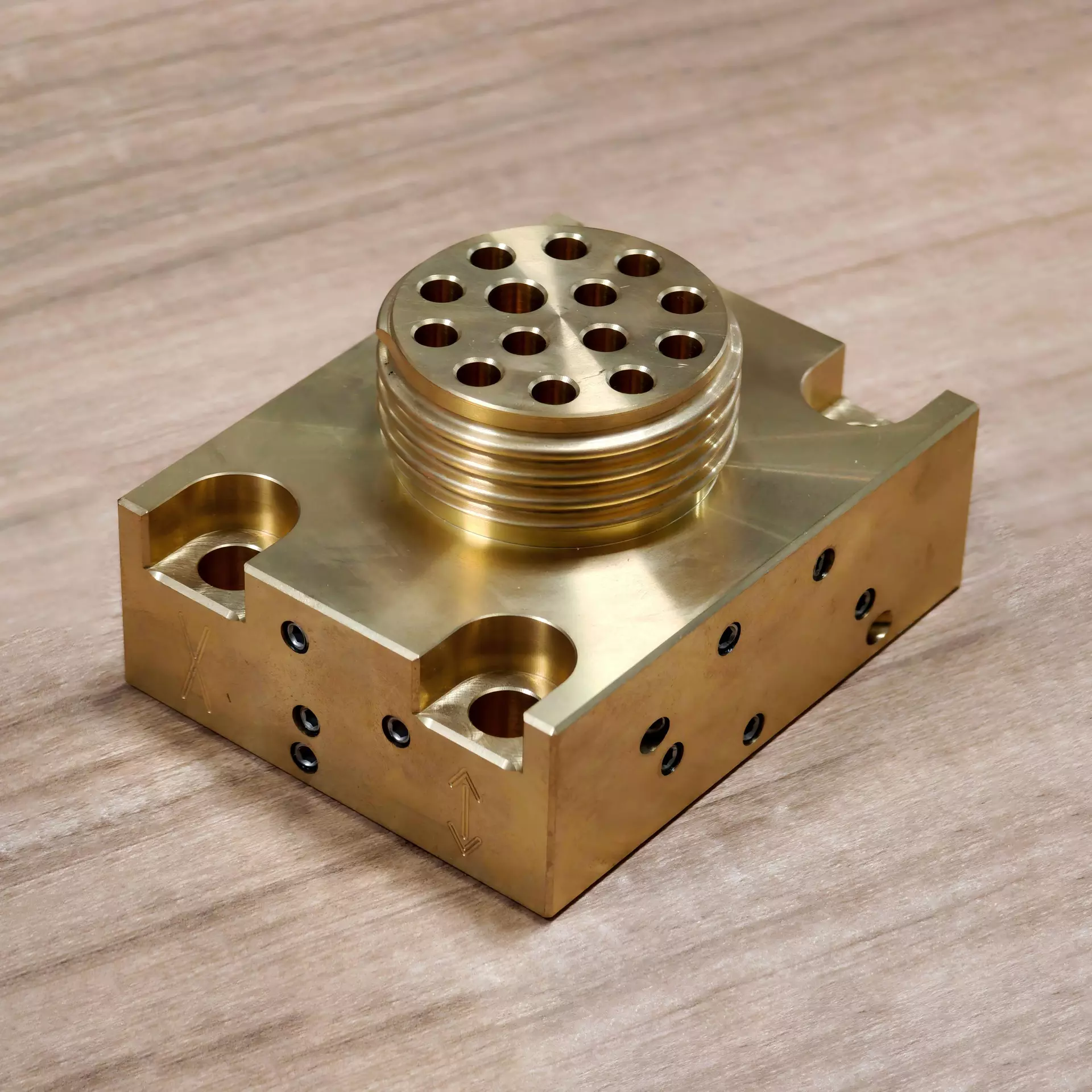
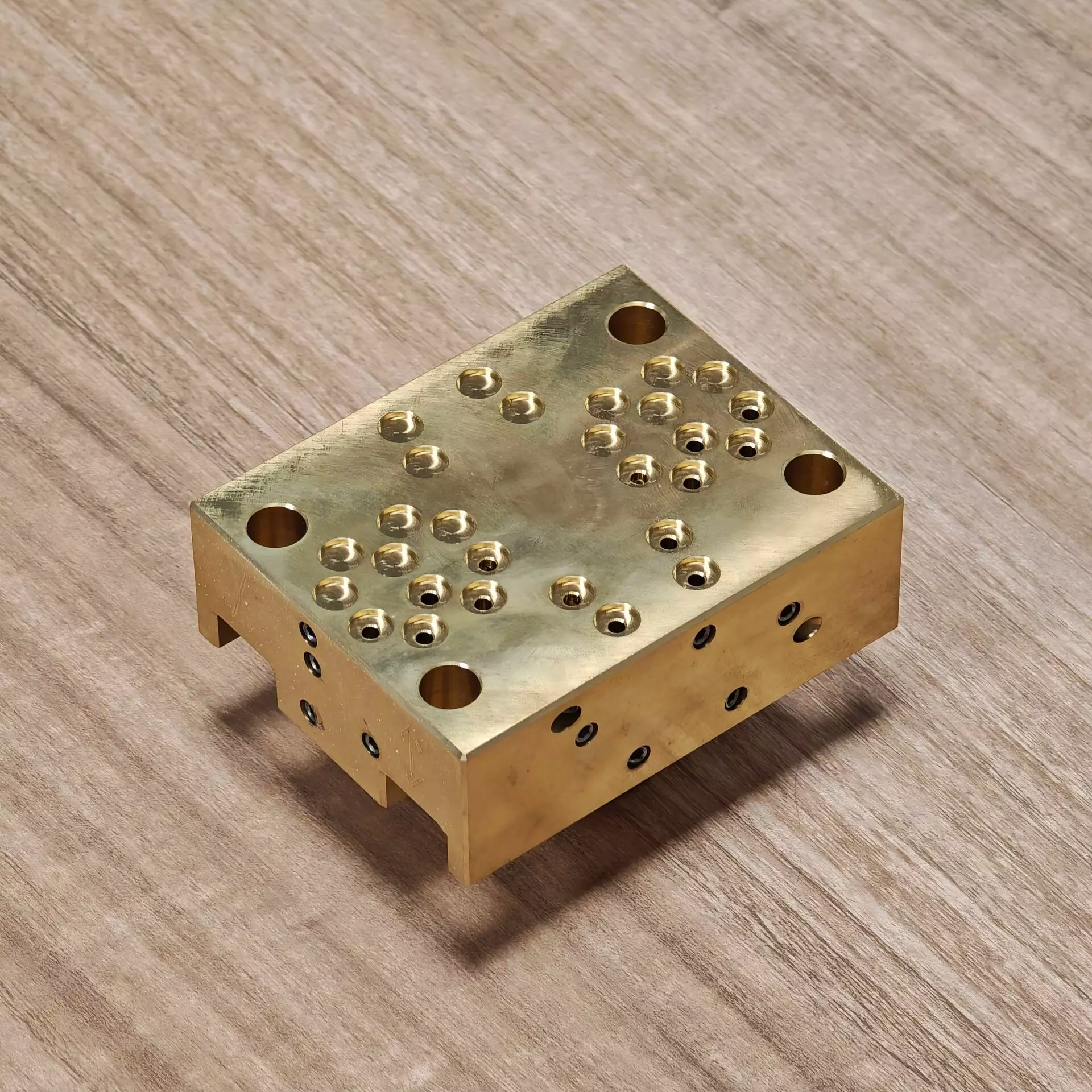
3. Обработка на клапанния блок: Модулно интегрирано ядро
За модулни групи хидравлични контролни клапани ние приемаме стандартизирани техники за обработка на клапанни блокове:
-шест-странично фино шлайфане: Чрез CNC шлифовъчна машина извършете фино шлифоване на шестте повърхности на клапанния блок, за да осигурите успоредността на съседните повърхности ≤ 0,03 mm и перпендикулярността на съседните повърхности ≤ 0,05 мм.
-Обработка на канали: Използвайте CNC център за пробиване и резбоване, за да завършите обработката на отвори с резба, тапа-в отвори за клапани и т.н. на блока на клапаните. Точността на резбата достига степен 6H, а грешката на позицията на отворите е ≤ 0,02 мм.
-Отстраняване на ръбове и почистване: Използвайте комбинация от високо-водна струя под налягане и ултразвуково почистване за цялостно отстраняване на неравностите и замърсяванията от каналите на потока вътре в клапанния блок, осигурявайки чистотата на хидравличната система, за да отговаря на стандарта NAS 8.


Повърхностна обработка и защита: Удължаване на живота на продукта
За да подобрим устойчивостта на корозия и износване на хидравличния контролен клапан, ние използваме множество процеси за повърхностна обработка:
-Тяло на клапана: Извършва се фосфатиране и електростатично пръскане, като дебелината на повърхностното покритие достига ≥ 60 μм. Това може да устои на киселина-основни среди и ултравиолетово лъчение.
-Сърцевина на клапан и втулка на клапана: Прилага се галванопластика с твърд хром или азотиране, като твърдостта на повърхността достига HV800 или повече, увеличавайки устойчивостта на износване с 3 - 5 пъти.
-Клапанен блок: Вътрешните канали на потока са подложени на киселинно измиване и фосфатиране, докато външната повърхност е обработена с поцинковане или никелиране за ефективно предотвратяване на ръжда и корозия.
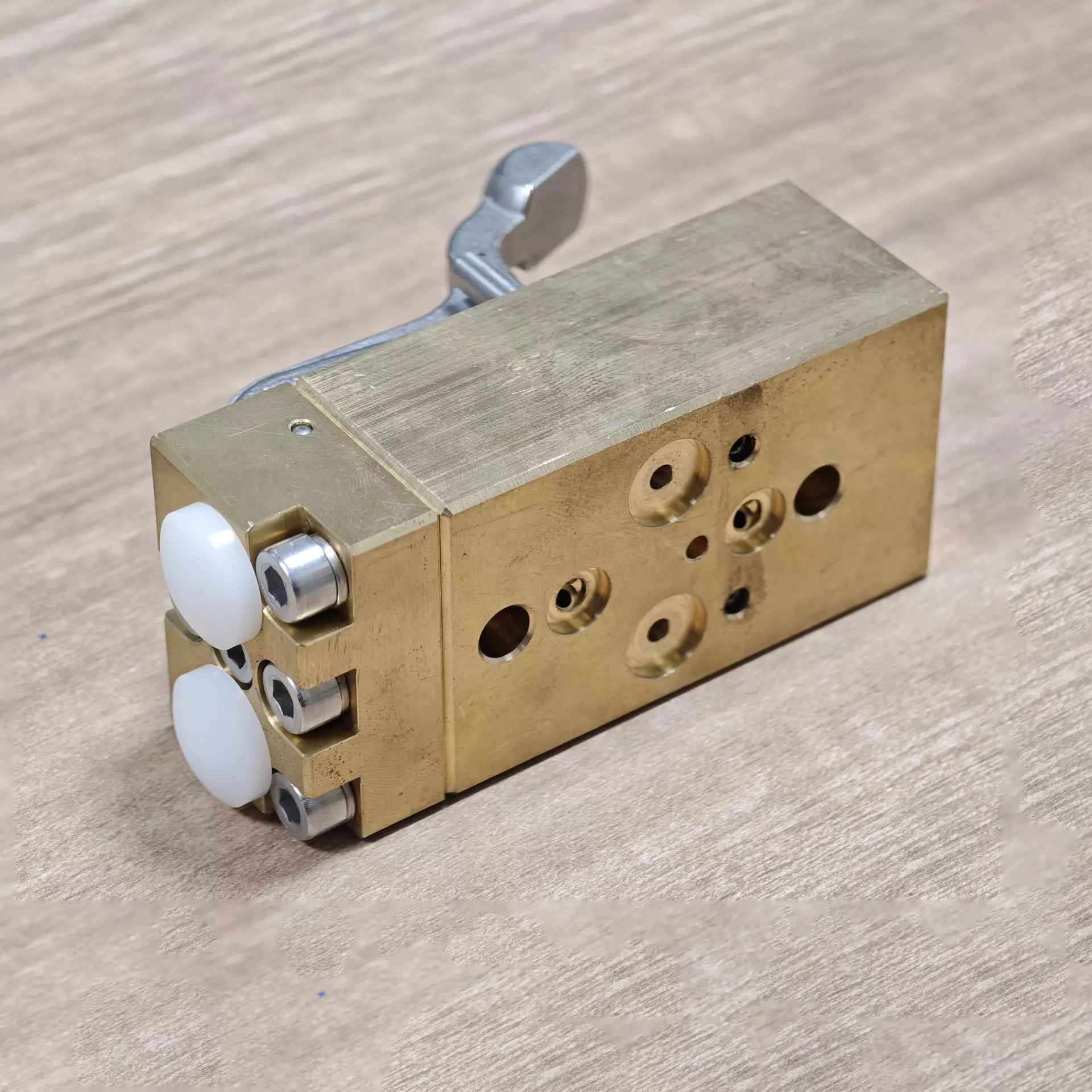
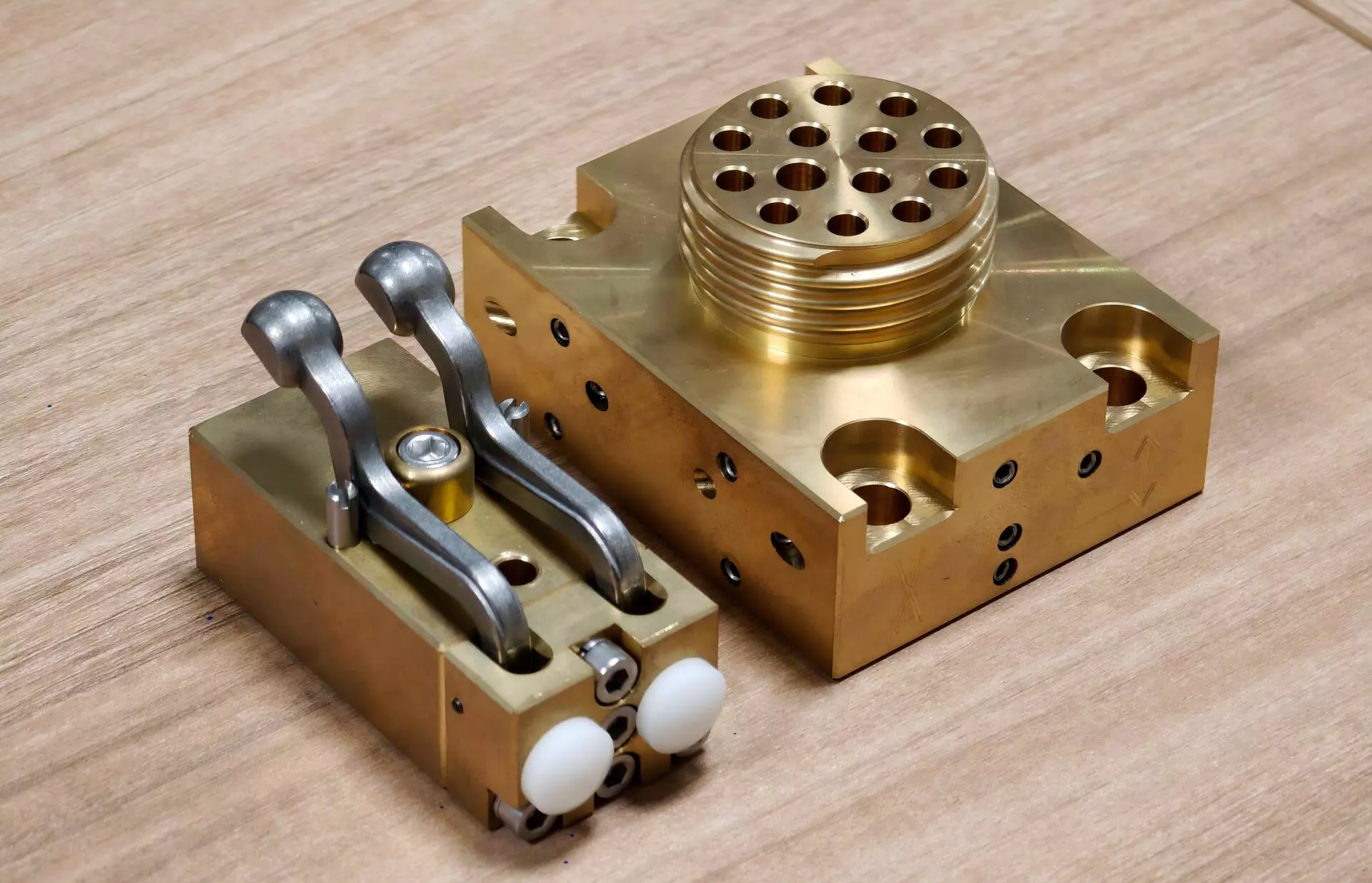
Сглобяване и тестване: Двойна гаранция за производителност и надеждност
1. Монтаж в чиста работилница: Монтажът се извършва в чиста стая с ниво на чистота 10 000. Професионалните техници използват специални приспособления за инструменти, за да сглобят хидравличния контролен клапан:
-Почистване на компоненти: Всички компоненти на монтажа се почистват три пъти в ултразвукова почистваща машина, за да се гарантира, че няма замърсявания по повърхността.
-Прецизен монтаж: Монтажът се извършва в съответствие с международния стандарт ISO 4401. Свързващата хлабина между сърцевината на клапана и тялото на клапана е 100% инспектиран с помощта на манометър, за да се гарантира, че точността на сглобяване отговаря на проектните изисквания.
-Откриване на уплътнение: Уплътняващата повърхност на тялото на клапана се тества с помощта на детектор за течове с хелиева масспектрометрия, като скоростта на теч се контролира под 1×10^-7 Pa·м³/s.
2. Пълно тестване на производителността: След като всеки хидравличен контролен клапан бъде сглобен, той се подлага на стриктни тестове за ефективност:
-Тест за налягане: Под 1,5 пъти номиналното налягане се провежда тест за задържане на налягането за 30 минути без изтичане или деформация.
1、Клиентите предоставят чертежи или мостри
Клиентите предоставят чертежи (формат: CAD.PDF.STP) или проби. Следната информация на картата е ясна и ясна: обем на обработка, материал, прецизност и толерантност, повърхностна обработка и специални изисквания. Моля, изпратете чертежите на пощенската кутия.
2、Оценете офертата
След като клиентското обслужване получи чертежите и пробите, те ги предават на техническия отдел за сериозна оценка. Ако има въпроси, те ще комуникират възможно най-скоро и ще изчакат нашия отговор и обратна връзка относно информацията за офертата.
3、Време за котиране
Време за оферта: в рамките на 24 часа, с изключение на специални обстоятелства, ние ще отговорим на клиента след получаване на чертежите или пробите.
4、Подпишете договор
Преговаряйте с клиента, за да потвърдите съдържанието на офертата за части и артикулите за поръчка и потвърдете плащането и сигурността на плащането на необходимите части. Обещаваме да направим всичко възможно, за да предоставим на клиентите най-добрия план за обработка. Цената не е единственият фактор в нашата услуга. Качество, доставка и след това-обслужването по продажбите е също толкова важно.
5、Подробности за услугата
Персоналът за обслужване на клиенти ще обърне внимание на контакта и ще докладва своевременно за напредъка на обработката на частите и изискванията на клиента за опаковане по време на процеса на доставка.
6、QC проверка
След като частите бъдат обработени, те се доставят в отдела за качество за цялостна проверка и изпращане.
7、Приемане на доставката
Уредете въпросите за логистиката и доставката и потвърдете отново информацията за получателя или получаващата компания преди доставката и завършете плащането в този момент.
8、след-търговско обслужване
След като частите са завършени, клиентът незабавно ще изпрати обратна връзка и ще получи информация. Ако имате въпроси, моля, свържете се с търговския персонал и след-търговския персонал навреме, ние ще се справим с тях възможно най-скоро, така че клиентите да бъдат спокойни и да очакват с нетърпение повече възможности за сътрудничество. благодаря
Три топли съвета
1. Относно доставката
Дата на производство: Клиентите и бизнес търговците ще проследят целия процес. Ако датата на доставка се промени, моля, уведомете и преговаряйте с клиента един ден предварително.
Логистична доставка: Поради голямото тегло на механичните продукти методът на доставка трябва да бъде договорен от двете страни. Надявам се също, че клиентите могат да разберат и да се съгласят с действителния продукт на детайла.
2. Относно таксата за доставка
Товарът се поема от клиента. Персоналът за обслужване на клиенти и бизнес архив ще докладват на клиента според действителните транспортни разходи на продукта във всяка страна/регион и комуникирайте ясно с клиента, потвърдете отново информацията за детайла, информацията за получаване на клиента и изискванията за логистично опаковане и транспортиране и т.н. След като клиентът получи продукта, моля, потвърдете, че детайлът не е повреден или липсват части, преди да подпишете. Ако не проверите внимателно разписката или получателят причини загуба или пропуск на продукта или други проблеми, вие ще носите отговорност за последствията, моля, обърнете внимание.
3. За след-продажби
След като клиентът получи продукта, ако продуктът не отговаря на изискванията, нашата компания първо ще анализира къде е проблемът. Ако това е грешка при обработката, нашата компания ще организира повторно или пълно възстановяване възможно най-скоро. Ако чертежът на клиента е грешен, ако пробата е грешна и продуктът е бракуван, това ще бъде обсъдено отделно. Вярвам, че всеки проблем може да бъде разрешен задоволително чрез комуникация и преговори, докато клиентът остане доволен.
Свързани продукти
Свързан блог

Добре дошли г -н Нурула от Турция, за да посети нашата фабрика
Приветстваме горещо Jewel от Бангладеш и експертите от Япония да посетят Wanda Tech
Имаме собствена анодизирана фабрика
Добре дошли на турски клиенти, посещаващи Wanda Tech
Партида високо-Крайните оборудване на ЦПУ са пуснати в производство